


如何提高喷气织机效率?
对于一定的品种,喷气织机的织造效益是由其产量高低决定的,而产量高低又取决于织机速度及效率,单纯依靠提高车速增加产量的方法是片面的,所以,当织机速度增加到一定水平后,织机效率是决定织机产量及织造效益的主要因素。
影响织机效率的因素主要有:织机经、纬向停台、更换品种及设备维修等占有的时间,其中更换品种及维修设备所占用的时间在动态的生产过程中变化不大,在一定条件下基本是恒定的。因此,如何降低经纬向停台是提高喷气织机效率、增加产量及效益的重要因素。喷气织机的引纬方式是依靠喷嘴喷射的具有一定压力和速度的气流完成的,在这种气流引纬条件下纬向停台比经向停台次数高。当织造短纤维纱的织物时,纬向停台占全部停台数的70%左右,高的达80%。加工长丝的纬向停台几乎占100%。随着喷气织机车速、幅宽的提高,引纬率不断增加,纬向停台有相应增加的趋势。因此,研究分析与降低纬向停台率对进一步提高喷气织机效率具有重要的实际意义。
引起喷气织机纬向停台的因素很多,归纳起来分三类:一类是纬纱在完成引纬后产生断头;二类是纬纱在织口中飞行时受阻造成引纬失败而产生停台;三类是由于主辅喷嘴的气流配置不当及纱线的性质造成纬纱头端被吹开的停台。这三种纬向停台的原因还可进一步归纳为原纱质量特征及织造工艺特征两方面。
引纬过程中纬纱断头造成的纬向停台
1.喷气织机车速很高,引纬率1500~2000米/分,更高的有2500米/分,若引纬率在2000米/分,纬纱飞行速度约120千米/时,相当于高速公路上的汽车的运行速度。纬纱进、出织口的时间仅0.05秒左右,进织口的初速度35~40米/秒。当一次引纬完成时储纬器的停止指立即停止送纱,而主辅喷嘴喷射的气流不会立即停止,这样使纬纱在到达另一侧布边时突然受到很大的冲击负荷,造成引纬最大张力值也叫张力峰值。如果纬纱断裂强力低于引纬张力峰值过多就可能发生断裂造成停台。在织造过程中正确配置织造工艺、选择质量好的纬纱是十分重要的。
2.纱线强力特性对喷气织机断纬的影响
(1)国外对影响纱线断裂强力的问题应用单纱强力与纱线条干混合试验仪进行大量试验研究,发现纱线断头的原因中约61%的因素是纱线细节造成的,39%原因是纱线弱捻、粗节、接头等问题引起的。因此,减少纱线细节是降低喷气织机纬向断头、停台,提高织机效率的关键。
(2)运行的喷气织机上为了保持3~4根/10万纬的断头率,张力峰值与纬纱强力之比要控制在55%以下,要求纬纱强力达到如下水平:单纱强度12cN/tex及以上,单强不匀率9%~10%、伸长率2%以上,织造时纬纱最低强度不低于7cN/tex,最低强度数要减少。
(3)20世纪末国内外纺纱机械由于电子计算机技术、传感技术、变频调速技术与纺纱工艺技术的完美结合,使纺纱机械取得显著进步,大大提高了纺纱质量,使生产的纱线质量水平很高,为喷气织机提供了良好的原纱条件。
3.主辅喷嘴的喷气压力使纬纱在飞行中承受的张力峰值大小是引起纬纱断头的另一主要因素,因此除原纱质量外,引起纬纱张力负荷大小的主辅喷嘴的气流压力及工艺匹配的情况都很重要。
(1)合理确定引纬时间及到达时间是减低纬纱张力峰值的条件。引纬时间是指纬纱进入织口时所对应的织机主轴角度。到达时间即纬纱出织口到达对侧布边时所对应的主轴角度。两者之差即为纬纱飞行角。飞行角越大,纬纱在梭口内飞行时间越长,飞行速度低,引纬张力峰值就越低。因此尽可能增加纬纱飞行角有利于降低张力峰值与纬纱强力的比值以减少断头。但引纬太早会因开口高度不够(一般引纬初始阶段开口高度为2~3毫米),由于经纬纱毛羽、其他疵点及钢筘油污造成纬纱飞行不畅而使纬停增加。相反引纬时间越迟、飞行角越小、纬纱在纱道中飞行时间越少,飞行速度势必要加大,主辅喷嘴喷气压力必须增加,使纬纱张力相应加大,纬纱张力峰值与纱线强力的比值增加,纬纱断头机会增加。因此正确选择引纬时间是减少纬向停台的重要因素。
(2)飞行角因机器不同而异。如日本津田驹喷气织机飞行角采用160°(80°~120°),哔加诺喷气织机飞行角采用220°(70°~290°)。
当辅喷嘴压力因飞行角不同而有不同的配置时,主喷与辅喷时间也不同。
现以ZAX型喷气织机生产T/C65/35×23.5×285×160涤棉府绸工艺为例,其工艺条件如表1所示。
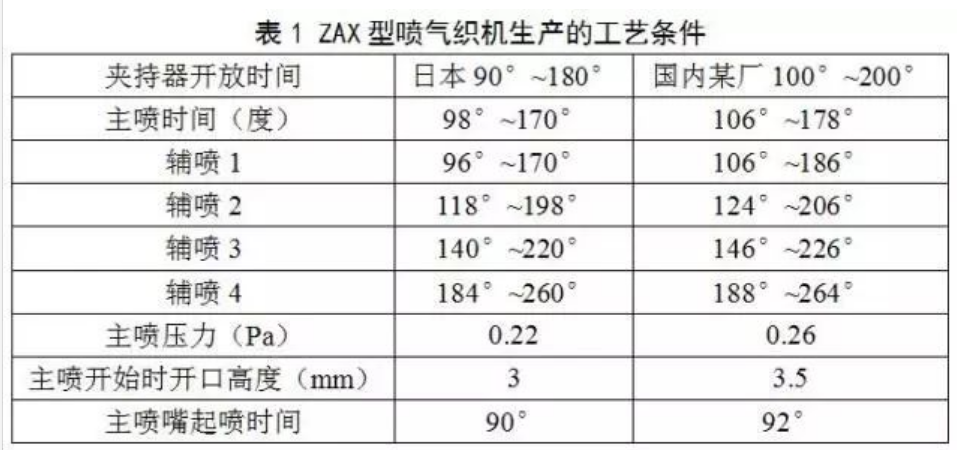
(3)除主辅喷嘴压力及纬纱飞行角外,喷射气流作用在纬纱的时间及纬纱制动时间都对纬纱飞行速度产生影响。
严格控制纬纱制动时间及主喷嘴喷射气流时间可减少纬纱张力负荷,主喷嘴电磁阀关闭越早,纬纱到达速度及纬纱张力负荷就越低。
(4)最大张力负荷与引纬角、引纬时间十分相关,试验表明引纬时间增加12毫秒,就可使纬纱减少30%的张力负荷。
总之,单强不匀率在9%~10%之间时纬纱张力负荷峰值与单纱强力的比值保持在55%水平以下,可使断纬停台保持在3~4次/10万纬。这是合理配置引纬工艺的目标及原则。
(5)从机器参数设定角度上讲,大量这种情况的停台都受主喷嘴喷射压力和起喷时间影响。一方面,增加主喷嘴的喷射压力会产生比较高的气流速度,纬纱在主喷嘴区就会严重被解捻,从而增加纬纱被吹乱的可能性。另一方面,主喷嘴的起喷时间也会影响纬纱被吹乱的次数。从理论上说,主喷嘴起喷时间应在纬纱被储纬器停止释放的同时,如果纬纱还受储纬器停止控制,主喷嘴就开始起喷,位于主喷嘴处的纬纱就会受到不必要的张力负荷。如果主喷嘴喷射时间比停止释放纬纱时间延迟较多,就会造成引纬失败。
(6)实际上,当主喷嘴电磁阀打开的瞬间,主喷嘴空压并不能立即全部建立起来,还需要延迟几毫秒。因此,如果停止释放纬纱后,主喷嘴再开始喷射,主喷嘴的压力并不能立即达到正常水平,就会影响纬纱在主喷嘴处的飞行。所以在选择主喷嘴起喷时间时要进行折中考虑,既不能太早导致纬纱被吹乱,也不能过迟影响纬纱飞行。
图1所示为三种不同主喷嘴喷射时间下对应的初始纬纱张力。主喷嘴最大喷射压力不是在主喷嘴阀开启瞬间建立,主喷嘴喷射时间在80度时,储纬器停止释放纬纱后,喷射压力已经建立90%,如在60度时起喷,喷射压力则全部建立起来。图4.1左图中可以看出,纬纱张力从60度开始增加,在80度时,当储纬器停止指释放纬纱未断,纬纱张力突然下降,开始形成气圈,之后纱线张力进一步增加。
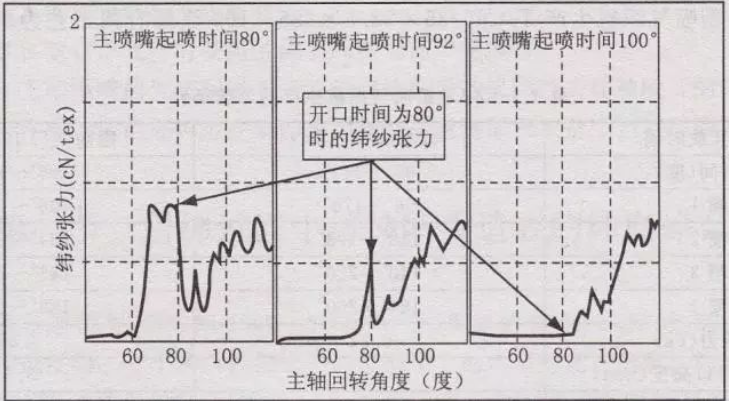
图1 喷气织机喷嘴起喷时间与织机开口时间的配备图(20英支纯毛纱)
(7)单从减低纱线张力负载的角度考虑,主喷嘴喷射时间在100°似乎最合适,因为这时引纬开始时没有张力峰值出现。不过,为了达到必要的引纬时间,一方面,主喷嘴的喷射压力必须保持在0.5Pa以内,因为喷射压力太大对纬纱负荷不利;另一方面,主喷嘴喷射时间在80°和92°之间,主喷嘴压力没有明显的不同。所以,考虑纱线负荷和主喷嘴压力都较低的情况,主喷嘴起喷时间约在92°为最佳时间。
(8)实际生产中断纬多发生在储纬器与主喷嘴之间,也有因辅助喷嘴造成的张力峰值与纬纱强力弱环在织口中相遇,使断纬发生在织口中。
纬纱在纱道中受阻造成引纬不完全的纬向停台
1.一方面是主辅喷嘴喷气压力给予纬纱的飞行速度的张力不足;另一方面是纬纱在纱道中遇到经纱疵点、毛羽及边纱纱罗组织的阻碍造成停台。
现代化自动络纱机具有自动清纱、自动检测清除各类疵点的功能,实现空气捻接接头,做到纱线无接头。提高了纱线外在及内在质量,给喷气织机用纱创造了优良条件。
2.据统计,引起不完全引纬造成喷气织机停台的因素中,纱线毛羽会在喷气织机织造过程中影响开口不清、阻碍纬纱正常飞行而造成纬向停台。
以30英支细纱为例,如果其毛羽长度为3毫米,细纱直径竟扩大了18倍!根据毛羽分布情况及实际生产的要求,规定3毫米及以上的毛羽为有害毛羽。若用毛羽长度为3毫米的纱线作经纱,必然对纬纱飞行产生阻力;相邻经纱因毛羽相互缠连使开口不清造成引纬困难;如果纬纱上毛羽长度在3毫米及以上,使纬纱直径增多,引纬也很困难。许多研究表明织机纬向停台中有60%的原因直接与细纱毛羽有关。纬纱在纱道中飞行速度很快,在喷气织机主喷嘴推动下以35米/秒的初速度进入飞行区。纬纱从进入织口到飞行出织口的速度很快,要求纱道必须光洁无阻力才能使纬纱顺利通过,完成一次引纬。因此解决好纱线毛羽的问题,是解决纬停、提高喷气织机效率的关键。
3.20世纪以来由于纺纱技术飞速发展,纺纱工程在减少纱线毛羽的问题上取得许多成功(如前所述),大大提高了纱线光洁度,减少了纱线毛羽,使喷气织机可高速化,生产效率得到进一步提高。
4.织前准备技术也有不少改进,使经纱毛羽显著减少。
(1)新型浆纱机都配有湿分绞及双浆槽,高压上浆。浆前加湿技术、湿分绞技术、双浆槽及多浆槽技术,都对减少纱线毛羽有显著作用。
(2)生产中,粗支高密品种必须采用高压上浆,达到节能要求,提高半制品质量,使经纱上浆均匀,降低毛羽,提高了织机效率(如前所述)。
(3)若把浆前加湿技术、二高一低高压上浆及新型浆料开发与应用结合,对经纱进行上浆,在减少纱线毛羽上会取得更加令人满意的结果。
5.此外,合理选择织造工艺,对解决不完全引纬停台也有许多工作要做。如果织机开口时间太迟,开口不足会使引纬阻力加大而造成引纬失败,因此合理确定开口时间及引纬时间能改善引纬,减少纬向停台。
6.摩擦系数高、抗弯刚度大或较粗的纱线,在引纬时应加大喷嘴喷射压力,使纬纱获得足够的动能,克服纱路阻力,顺利完成引纬。
7.纬纱在引纬纱道中飞行所受到的经纱及纱罗组织的阻碍是辅助喷嘴喷射气流必须克服的困难,以达到正确完成引纬的目的。
纬纱被喷射气流吹开造成停台
1.较低捻度的纱在织造时容易解捻,或有的纱线结构本身的特点会容易被气流吹开,一般捻度的纱比高捻度的纱更容易被吹散,环锭纱比转杯纱更适于织造,不易被气流吹开。
2.喷嘴压力过大,吹散纬纱的可能性就大。此外,主辅喷嘴喷射在纬纱上的时间过长也会引起吹散纬纱而造成停台。
3.主喷嘴起喷时间早晚对吹散纬纱造成停台有影响。主喷嘴喷射时间与储纬器停止释放纬纱和停止纬纱动作要同步,假如主喷嘴开始喷射时纬纱仍未从储纬器上停止释放,结果会给纬纱在主喷嘴处带来不必要的张力负荷而被吹散,造成断纬。假如纬纱比主喷嘴喷射时间过早的释放,会使引纬时间错过,造成引纬失败。
4.双喷嘴的喷气织机在两个喷嘴交替喷气时如果配合不当,后喷嘴会将前喷嘴喷射的纬纱吹乱,造成停台。
(1)解决断纬问题要从降低引纬张力、改善纱线强力及其不匀率等方面人手,以保证引纬张力峰值与纱线强力之比控制在55%以下,纱线单强不匀率在9%~10%左右,力求最大限度地减少因纱线细节、弱捻、接头等因素造成的强力弱环。合理配置织造工艺是降低引纬张力、避免张力峰值增大、降低织造断头的重要技术指标。引纬张力和纱线强力造成的纬向停台和经向停台一起约占织机全部停台的35%以上。
(2)解决引纬受阻,纬向停台,要从纺纱到织布各有关工序努力减少毛羽,特别是减少3毫米以上的毛羽,经纱开口要清晰、纱疵要少、钢筘要保持清洁、要根据纱线特征合理选配织造工艺。由于毛羽等问题产生的引纬受阻所造成的纬向停台约占织机全部停台的30%左右。
(3)纬纱在织造中因织机工艺及纱线性质的原因使喷嘴喷射气流将纬纱吹开产生停台,这种情况虽然不多,但也要注意解决。要根据原纱的状况(如低捻环锭纱、转杯纱、喷气纱和涡流纱等)合理选配织造工艺,这类纬向停台约占全部停台的2%~5%。
总之,减少纬向停台是提高喷气织机效率、增加织机产量及效益的关键,因此要千方百计降低纬向停台,使喷气织机在高速运转的条件下实现高效率、高产、优质及低耗。

